基于振动信号分析技术的化工设备智能化诊断系统设计

打开文本图片集
中图分类号:TP392;TQ056 文献标志码:A 文章编号:1001-5922(2025)12-0201-04
Design of intelligent diagnosis system for chemical equipment based on vibration signal analysis technology
MAFenghai (Ningxia Baofeng Energy Group Co.,LTD.,Yinchuan 75Ooo1,China)
Abstract:Inorderto improve the safetyand eficiencyof chemical equipment operation,this studydesigned a set of intelligent diagnosis system formethanol production process equipment,aiming to solve the problems of lagging responseand insuficient accuracyof traditional fault diagnosismethods.Thesystem isbasedonvibration signal analysis technology,adopts the architecture of distributed monitoring and centralized management,collects equipment vibration signals inreal time throughthree-axis piezoelectric accelerationsensors,uses Zigbee wireles network to realize data transmision,and combines Labview and Matlab mixed programming platform tobuildanintelligent diagnosis model.At the same time,the diagnosis effect of the system is testedby experiments.The results show that the fault recognition accuracy of the system is 100% ,the characteristic frequency matching error is less than 2% ,and the false alarm rate is zero,which can meet the complex needs of chemical production environment. This studycan provide afeasible technical solution for the intellgent operationand maintenanceofchemicalequipment, and provide a reference directionfor the safety management and maintenance of equipment in related industries.
KeyWords:chemicalequipment;intellgentdiagnosis;vibrationsignalanalysis;bearing failure;methanolproduction
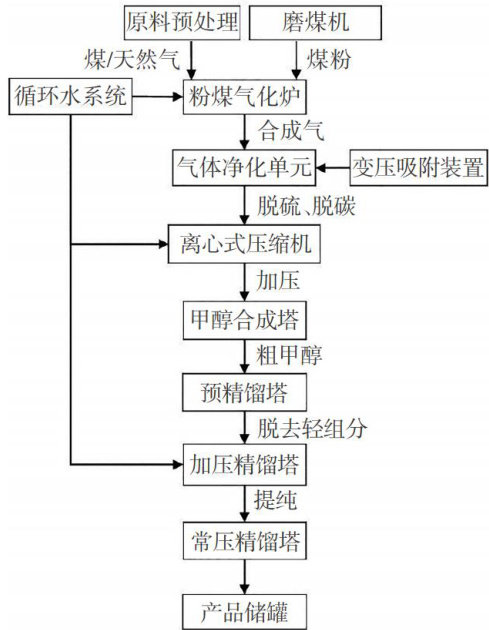
甲醇生产作为化工领域的重要分支,其工艺流程复杂,设备运行环境苛刻,尤其是离心式压缩机、粉煤气化炉进料系统、磨煤机等关键设备长期处于高温、高压、高负荷的工作状态,极易因磨损、疲劳或润滑不良导致故障。(剩余4850字)
