电弧增材-铣削减材复合加工工艺及策略研究

打开文本图片集
Abstract: During the wire arc additive manufacturing process,an increase in the temperature of the deposited layer can disrupt the equilibrium of molten poolflow,leading to the emergence of the humping phenomenon.This issue can be alleviated by extending the interlayer waiting time,but it cannot be completely eradicated.In this paper,a regresion model relating the surface roughnessof the miled layer to the milling process parameters was established using the response surface methodology.This model elucidates the impact of the surface roughness of the miled layeronthe flow characteristicsofsubsequentdeposited layers.The findings indicate thatamilledlayer with lower surface roughnessresults in higher forming quality of subsequent deposited layers.When the surface roughness of the milled layer is 2.08μm ,the wetting angle of the deposited layer approaches 90∘ ,and the forming flatness is optimal.
Keywords: wire arc additive manufacturing; additive-subtractive hybrid manufacturing; response surface methodology;deposition layer formation
1序言
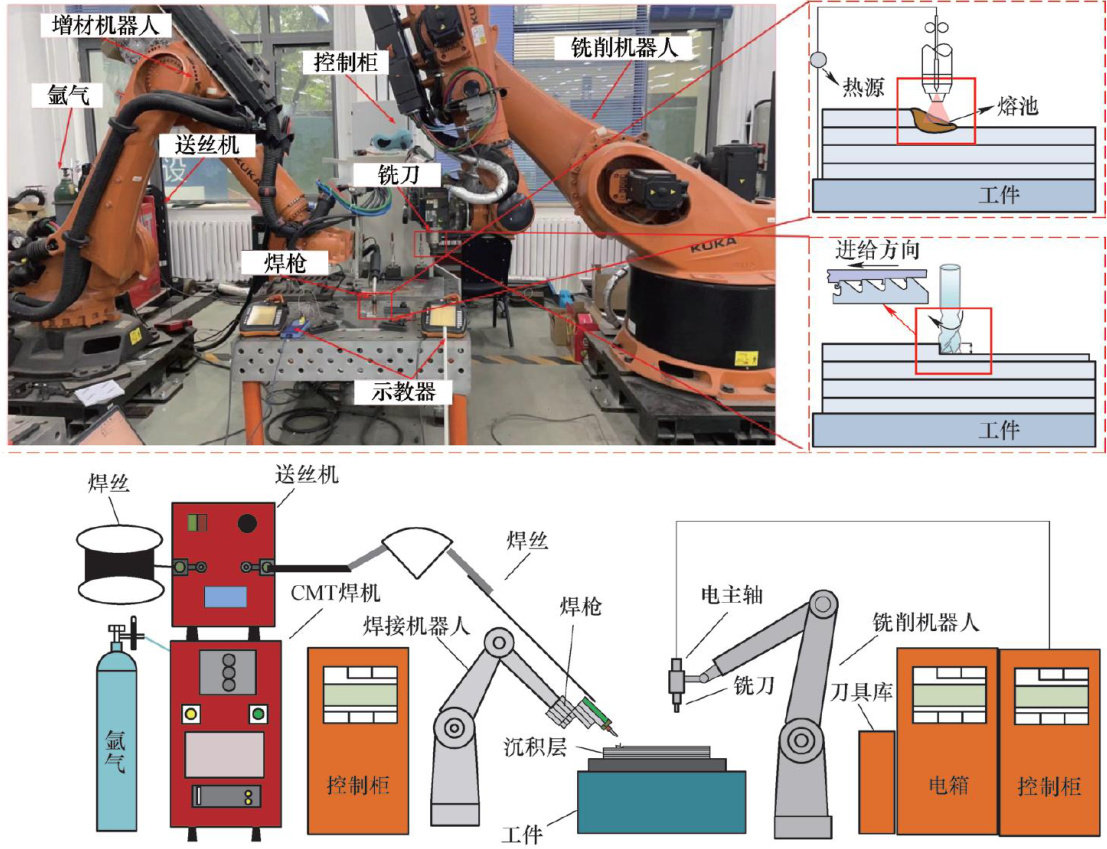
电弧增材制造技术以成本低、加工周期短及材料利用率高等优势,成为大尺寸复杂构件快速制造的主要方式之一[1-3],然而在电弧增材制造中,虽然金属沉积速率较高,但存在复杂热效应[4],导致打印零件几何精度较低,难以直接投入工业应用,必须经过二次加工或铣削处理。(剩余6031字)
