焊接速度对AA6061-T6/QP980异种金属搅拌摩擦搭接焊接头组织与性能的影响

打开文本图片集
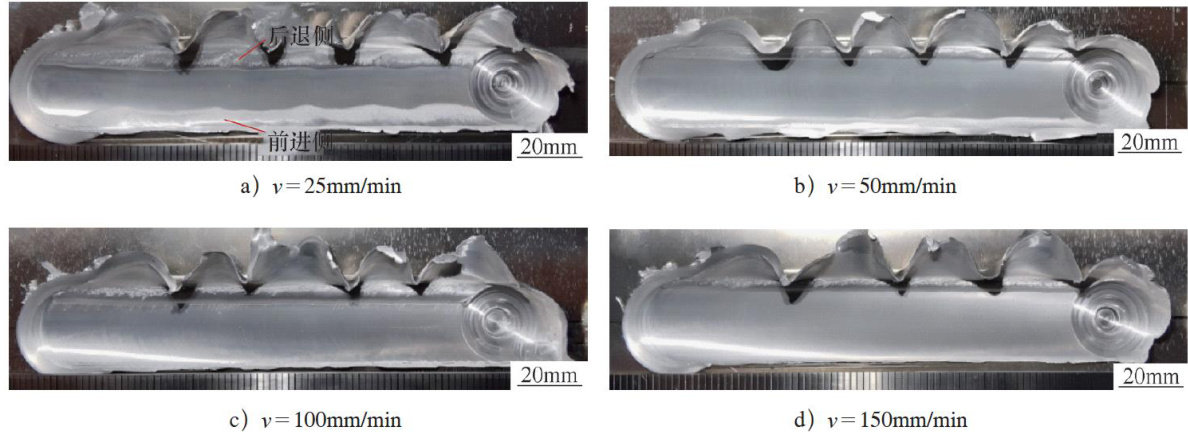
Abstract:Friction stirlap welding (FSLW)isasolid-state joining technique that effectively mitigates theformation of porosity,hot cracking,and compositional segregation asociated with the high temperatures in fusion welding. It enables eficient and high-quality bonding of dissimilar materials such as aluminum and steel.In this study, FSLW experiments were performed on AA6O61-T6 aluminum aloy and QP980 steel to investigate the influence of varyingwelding speeds (at a constant tool rotational speed of 600rpm )on joint formation and theweldingprocess. Theresults indicate that,within therangeof parameters examined,increasing the welding speed leads to improved surface quality of the weld.Due to the combined effects of tool pin and heat input,the joint microstructure is characterized by four distinct zones: the weld nugget zone (WNZ),thermomechanical afected zone (TMAZ),heataffected zone (HAZ),and base metal (BM), each exhibiting unique metallographic features.Mechanical testing reveals that the lap-shear strength of the joint initiall increases and subsequently decreases with increasing welding speed, reaching a maximum at 100mm/min .Microhardness profiles show a“W” -shaped distribution on the aluminumaloyside andan inverted“V”-shaped distributionon the stelside.Furthermore,as the welding speed increases,thecorresponding reduction in heat input impairs the plastic flow of the material during welding,resulting in an increase in the load experienced by the tool.
Keywords: friction stir lap welding (FSLW); dissimilar aluminum/steel joining; welding speed; microstructure and mechanical properties of joints
1 序言
铝/钢复合结构由于具有质轻、高强等特点,被广泛应用于汽车、轨道交通等领域[1-3]。(剩余7202字)