Q960E钢激光-电弧复合焊接背面成形工艺性能研究

打开文本图片集
中图分类号:TG456.7
Abstract: This study focuses on 14mm thick Q96OE steel plates,employing laser-arc hybrid welding technology to systematically investigate the influence mechanisms of key process parameters—including laser power, wire feed speed,defocusing amount, and laser-to-arc distance ( υLS )—on the quality of weld backside formation. Theresults demonstrate that a significant enhancement in the uniformityand fullnessof the backside weld formation is achieved under the optimized parameters:laser power of 11kW ,welding speed of 1.2m/min ,wire feed speed of 7min ,defocusing amount of 0mm ,and laser-to-arc distance of2 mm. Furthermore,X-ray inspectionconfirmed the weld quality meets the ClassIqualification standard.The mechanical properties of the welded joint fully comply with the requirements of the relevant standards.
Key words: laser arc hybrid welding;welding process;weld formation; mechanical performance
0 前言
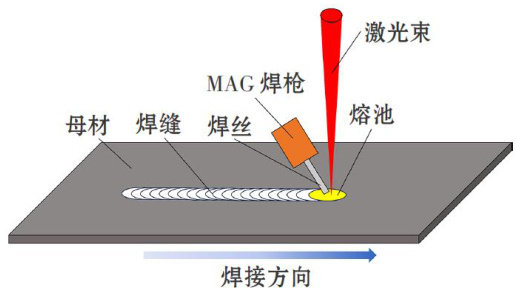
自Steen教授于1970年首次提出激光-电弧复合焊接概念以来,这种融合激光深熔透能力、高效能、低热变形特性与电弧工艺适应性广、优异间隙桥接性能的技术[1-3],迅速成为研究焦点并广泛应用于工业领域。(剩余4224字)