新能源副轴花键热装加工技术

打开文本图片集
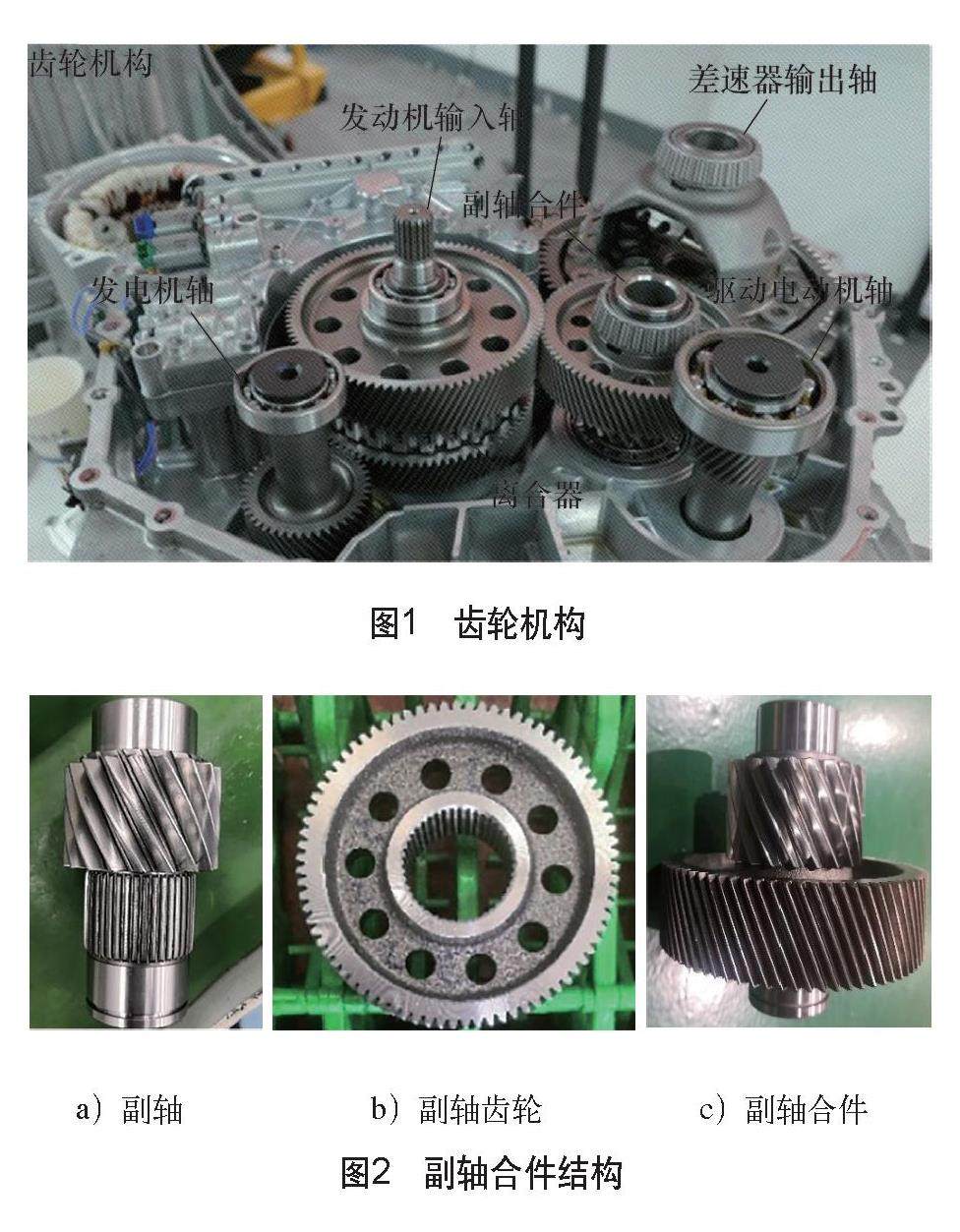
摘要:新能源副轴合件采用渐开线花键齿侧过盈配合方式进行装配。为保证装配后的承载能力和抗冲击性能,通常采用花键热装方式。由于结构限制,副轴无法在花键热装后进行磨齿。花键热装过程会影响热装后副轴齿部的精度。通过不同冷态过盈量压装试验,分析了副轴齿部变形规律,并给出花键热装合理的过盈量范围。
关键词:冷态过盈量;花键;配合;副轴;热装;新能源
1 序言
随着能源危机和环境污染问题日益严重,具备零排放、噪声低的新能源电动汽车已成为汽车产业发展的主要趋势[1]。(剩余2115字)
