大长径比矩形螺旋槽减应力加工技术

打开文本图片集
摘要:矩形螺杆车削加工一直以来就是一个难点,对于大长径比的零件更容易产生变形,在实际加工中,通过分析传统加工方法的不足,采用先进车削加工中心,降低了切削抗力,采用螺旋槽轴向定位方法,提高了定位装夹效率,突破了现有设备难以解决的加工瓶颈,保证了产品的加工质量。
关键词:矩形螺杆;车削加工中心;螺旋槽;轴向定位;反走刀;减应力
1 序言
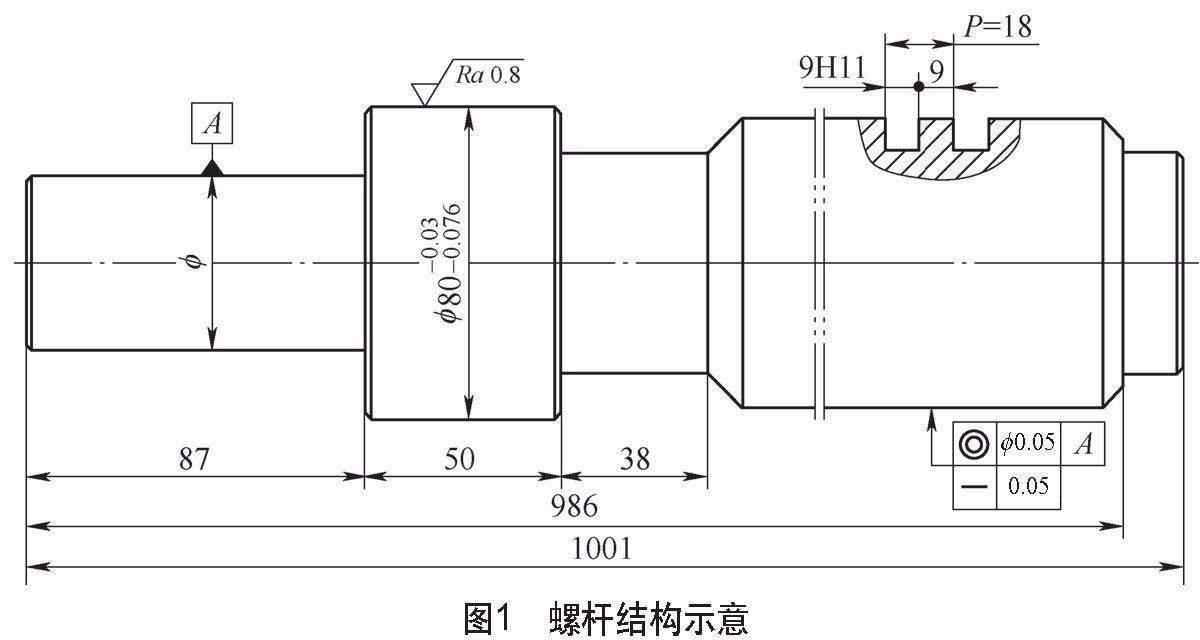
矩形螺杆多用于传递轴向大载荷动力,且要求传动效率高[1],在军工、重型机械、机床及汽车等行业应用广泛,我公司某千斤顶电动缸上的螺杆是该产品的关键零件(见图1),工件总长度1001mm,螺距18mm,牙槽宽度9H11,齿厚9mm,螺杆外圆与基准同轴度0.05mm,直线度0.05mm,螺旋槽总长791mm。(剩余1967字)