异种铝合金搅拌摩擦焊搭接工艺试验研究

打开文本图片集
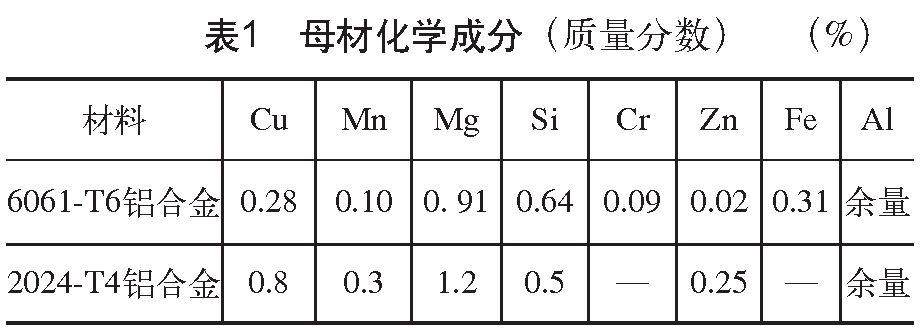
摘要:对尺寸分别为200mm×90mm×2.5mm和200mm×90mm×2.8mm的6061-T6和2024-T4铝合金板材进行搅拌摩擦搭接焊,固定焊接速度为100mm/min,调节搅拌头转速分别为400r/min、600r/min和800r/min。结果表明:当转速为600r/min时,焊缝表面最为光滑;随着搅拌头转速的增加,可以看到界面处6061和2024铝合金的混合程度明显增大;与母材相比,焊核区晶粒细小且分布均匀,焊核区下部比上部晶粒更加细小,推测与焊核区下部材料受到搅拌作用更为强烈有关;随着搅拌头转速的增大,接头失效载荷先增大后减小,当转速为600r/min时,失效载荷达到最大值;搅拌头扭矩及轴向力随着转速的增大而减小。(剩余5828字)