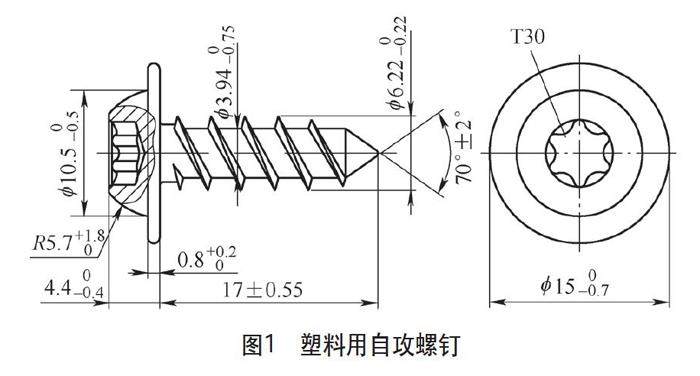
塑料用自攻螺钉芯部开裂工艺改进方案

打开文本图片集
摘要:基于30°牙型塑料用自攻螺钉螺纹成形后的芯部开裂缺陷,从牙板设计、调机尺寸、材料状态和毛坯线径4个方面,分别验证导致缺陷的关键因素,制定工艺改进方案。通过更换材料和更改线材直径,解决了自攻螺钉芯部开裂问题,为后续同类产品的开发提供设计依据和理论基础。
关键词:塑料用自攻螺钉;芯部开裂;工艺分析;改进方案;材料;直径
1 序言
30°牙型塑料用自攻螺钉因为具有较陡的螺纹断面和嵌入式的螺纹根部,能够提供比60°标准牙型更大的螺纹接合度,且对基座的应力更小,因此被广泛应用于汽车工业领域[1]。(剩余2076字)
