镗轴精磨时的变形分析及控制

打开文本图片集
1序言
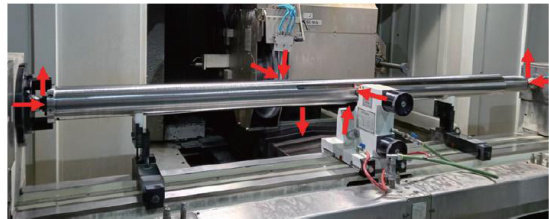
镗轴是数控镗铣床的核心零部件之一,由于其工作状况直接影响机床的使用性能和零件的加工质量[1],因此对镗轴有很高的形位尺寸加工控制要求。一般镗轴的长径比可达20左右,是典型的细长轴类加工件,加之其自重达数百公斤,进一步提高了加工过程中装夹、校正和变形控制等环节的工艺难度。
镗轴的加工工艺过程一般为:下料→粗车一调质处理 $$ 半精车 $$ 半精磨 $$ 氮化 $$ 车削氮化层→铣槽、钻螺纹孔 $$ 钻深孔 $$ 半精磨 $$ 精磨 $$ 研磨。(剩余3395字)
